





1.点击下面按钮复制微信号
点击复制微信号
上海威才企业管理咨询有限公司


微信咨询&报名

第一章:工作分析
第一讲:IE(工业工程)概述
1、什么是工业工程?
2、工业工程的目标
3、工业工程的范畴
4、工业工程科学的性质
5、工业工程的特点
(1)IE是综合性的应用知识体系(技术和管理)
(2)注重人的因素是IE区别于其他工程学科特点之一。
(3)IE是系统优化技术。
(4)IE的面向--由微观向宏观管理。
6、IE的意识
(1)成本和效率意识
(2)问题和改革意识
(3)工作简化和标准化意识
(4)全局和整体化意识
(5)以人为中心的意识。
7、为什么IE会受到重视
8、中国可不可以用IE?
9、为什么IE会如此呢?
第二讲:工作程序分析
1、程序分析符号
2、程序分析
3、流程程序分析
4、程序分析
(1)分析的六大提问
完成了什么?
何处做?
何时做?
由谁做?
如何做?
为什么?
(2)分析时的四大原则:取消、合并、重排、简化。
(3)分析时的五个方面
操作分析
搬运分析
检验分析
贮存分析
等待分析
(4)分析时的六大步骤:选择--记录—分析—建立—实施—维持。
(5)分析时的动作经济性
5、路线分析:
6、线路分析
第三讲:操作分析
1、人机操作分析
2、联合操作分析
3、双手操作分析
第四讲:动作分析
1、什么是动作
2、动作性质划分
(1)核心动作
(2)常用动作
(3)辅助性动作
(4)消耗性动作
3、动作的经济原则
(1)双手的动作应同时而对称。
(2)人体的动作应尽量应用最低 等级而能得到满意结果为妥。
(3)尽可能利用物体的动能。
(4)工具、物料应置于固定处所及工作者前面近处,并依最佳的工作顺序排列。
(5)零件、物料应尽量利用其重量堕送至工作者前面近处。
(6)应有适当的照明设备,工作台及坐椅式样及高度应使工作者保持良好的姿势及坐立适宜。
(7)尽量解除手的工作,而以夹具或足踏工具代替。
(8)可能时,应将两种或两种以上工具合并为一。
(9)手指分别工作时,各指负荷应按其本能给予分配;手柄的设计,应尽可能增大与手的接触面;机器上的杠杆、手轮的位置,尽可能使工作者少变动其姿势。
(10)工具及物料尽可能预放在工作位置。
4、作业测定概述
(1)作业测定定义
(2)制定标准时间的方法一般有三种:经验评估法、统计分析法和作业测定法。
(3)作业测定的目的
(4)作业测定的方法
第二章:标准工时设定
第五讲:标准工时的应用方向
1. 标准工时在工厂管理的工具性角色
1) 多项“计划”作业的核算工具
2) 多项“查核”工作的基准
3) 其他
2. 标准工时之应用范围
1) 生产管理方面
2) 绩效管理方面
3) 工作方法改善方面
4) 成本管理方面
3. 生产排程的两大重点
1) 基本架构
2) 大日程计划量与生产批设定
3) 简单分析MPS基本格式
4) 多阶式主排程计划基本格式
4. 运用RCCP粗略产能规则复查MPS
1) 粗略产能负荷管理基本格式
2) 主排程的负荷展开
5. 细排程适用范围
1) 甘特图基本格式
2) 另一种形式的甘特图
3) 排程工时展开
4) 有限产能排程法之运用
6. 产能负荷分析之用途
7. 产能负荷管理之程序范围
1) 产能负荷管理基本格式
2) 产能负荷管制卡
3) 计量化的产能负荷管理
8. APC现场绩效管理的机能
1) PAC的运作方向
2) PAC效率计算公式
3) 有效产出工时
9. 生产线平衡基本锥形
1) 生产线平衡以标准工时为依据
2) 工作站不平衡的结果
3) 生产线平衡改善的方向
10. 工作方法设计改善之应用
1) 生产线设计
2) 工作站工作方法设计
11. 标准成本之运用
1) 标准成本之需求背景
2) 标准成本范围与标准工时之关连
3) 制程标准直接人工成本之计算
第六讲:订定标准工时的应有基础理念
1. 标准工时的意义
2. 科学化的原则
3. 工艺面的基础
4. 工作设计合理化的原则
5. 标准工时的结构
1) 标准结构
2) 正常工时
3) 宽放工时
4) 标准工时
6. 标准工时的设定方向
1) 非科学化的方法
2) 科学化的方法
第七讲:马表测时法的关键技巧
1. 马表时间研究特性
2. 使用工具
3. 马表没时的总程序
4. 割分作业单元
1) 马表测时的直接对象
2) 割分作业单元之理由
3) 割分作业单元的原则
4) 基本格式实例
5. 单元工时之纪录
1) 记录方式
2) 连续法的基本过程
6. 异常值之摒弃
1) 摒弃异常值的理由
2) 算术平均法
3) 罗数法
4) 管制上下限法
7. 复查观测过程数/并予补足
1) 合理观测过程数的背景
2) 使观测更准确的条件
3) 观测次数复查公式
4) 运用d2值法复查观测次数
5) 自订复查标准
8. 评比的背景
9. 评比系统
1) 速度评比
2) 客观评比
3) 平准化评比
第八讲:宽放的设定与赋予
1. 宽放的必要性
2. 宽放的赋予
3. 宽放适用范围
4. 运用ILO世界性的宽放标准
1) 固定宽放
2) 变动宽放
5. 定率宽放公式(疲劳宽放)
1) 基本架构
2) 肉体努力宽放率
3) 精神努力宽放率
4) 对停休时间之恢复系统
6. 西屋式疲劳宽放率表
7. 特殊宽放
第九讲:预定动作时间标准法
1. PTS法的需求背景
2. PTS法的特色
3. MTM-2法
1) 倡用者
2) 基本理念
3) 时值表
4) 时值单位
5) 动作单元说明
6) MTM-2建立标准工时实例
4. 其他变体之应用
第十讲:综合数据法
1. 综合数据法之需求背景
2. 综合数据法的特色
3. 定常单元的表达方式
4. 变动单元之时值表达法
1) 单纯直线图
2) 机械自动作业计算公式
5. 如何道出自己所需的综合数据
6. 综合数据的大区分
第三章:工作改善
第十一讲:工作设计改善与产销经营
1. 产销经营竞争力所在
2. 内部管理对工作改善的需求
3. 车间绩效的来源
4. 现场生产力浪费的根源
5. 提升现场绩效的策略方向
1) 从设计阶段就考虑生产力
2) 从生产技术面提升生产力
3) 从工作方法面提升生产力
4) 从制造管理面提升生产力
6. 工作改善的目标指向
7. 工作改善六大步骤
8. 工作改善基本理念
1) 从5WIH质问法产生构想
2) 工作改善的著眼法则
第十二讲:运用稼动率分析技巧进行改善
1. 稼动率分析的背景
2. 科学化的稼动率分析
1) 在现场进行实际观测并记录实况
2) 以统计学为背景的数据分析法
3) 分析出真象(比率)找出重点
4) 依重点分析原因,找出改善对策
3. 稼接率调查记录表
1) 基本格式
2) 位内容
4. 工作抽样的进行程序
1) 事前的准备
2) 进行现场实地观测
5. 稼动率分析的结果-问题重点实例
6. 问题的重点
7. 原因对策的实例
1) 准备作业工时比率高
2) 不良重制重修比率高
8. 办公室稼动率分析事象举例
(1)基本动作——上肢动作
第十三讲:运用工艺手段做好工作设计
1. Single Set-up的背景
2. 新乡式的Single Set-up要领
3. Single Set-up实例
4. 制程品质不良的四大主因
5. Fool Proof的背景需求
6. Fool Proof防呆式设计方向
7. Fool Proof的实例
第十四讲:运用程序分析与搬运减少浪费
1. 整体制程的非效率因素
2. 程序符号与车间四大浪费事象
3. 程序分析图的结构
4. 程序分析的实例
5. 流程图辅助工具
6. 程序分析的检讨要点
1) 操作加工
2) 检查
3) 储存
4) 停滞
7. 场地布置造成的非效率因素
8. 搬运程序图
9. 搬运分析表
10. 搬运的检讨要点
11. 搬运改善方向
12. 搬运的盲点所在
13. 物品放置的活性系数
第十五讲:作业站效率化设计改善
1. 作业员效率低落的现象
2. 运用人机程序图进行改善目的
3. 人机程序图的基本结构
4. 人机程序图编制要点
5. 人机程序图实例(改善前)
6. 动作改善的原理
7. 动作分析(对动图Simo Chart)
8. 动作改善的两种方式
9. 目视单元分析的符号
10. 动素
11. 针对动素的检讨改善
12. 动作经济原则
1) 关于身体使用部位
2) 关于操作场所布置
3) 关于工具设备
第十六讲:如何使流水线平衡提升绩效
1. 生产线不稳
1) 输送带生产线工作站配置
2) 工作站不平衡的结果
2. 运用Pitch Diagram的技巧
3. 生产线平衡改善的方向
4. 生产线平衡评价计算
5. PTS横式配列的特性
6. 横工本民列的基础
课程总结:提问、答疑
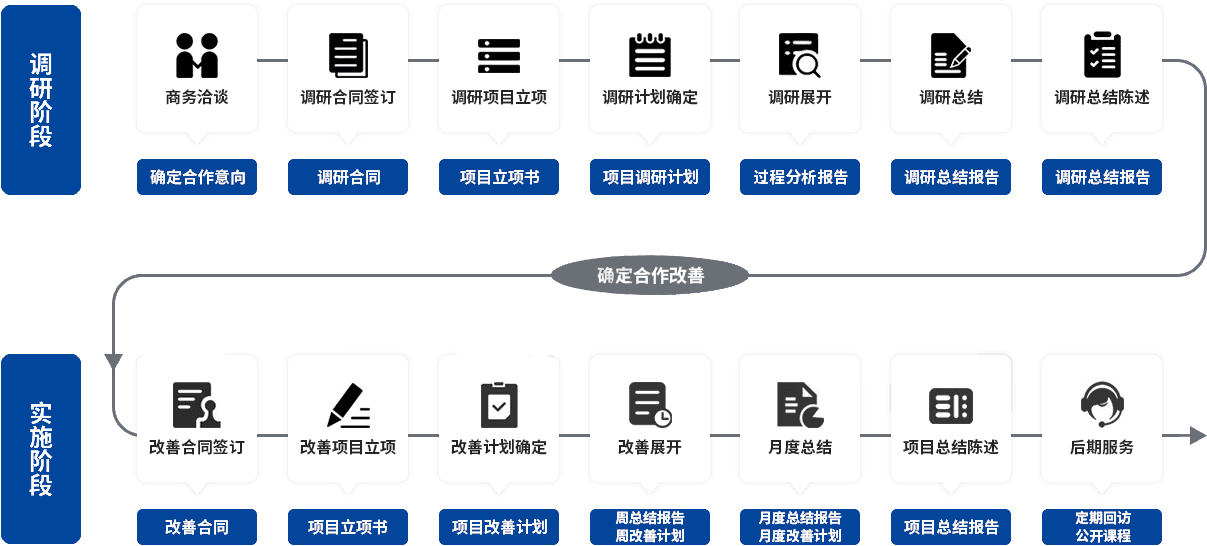
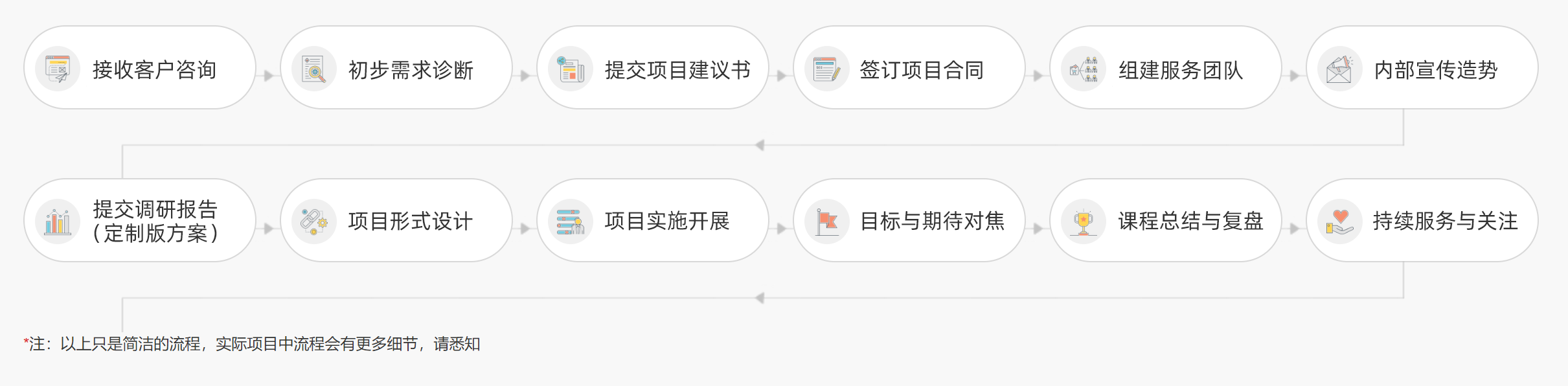
现场辅导内容
(具体实施内容,在培训之后发布详细的辅导细则)
辅导第1天上午:
1-工作程序分析
1、设计《工作程序分析表》
2、选定某车间一项作业
3、指导运用“工作程序分析法”指导完成《**工作程序分析》
2-操作分析
1、设计《操作分析表》
2、指导运用“操作分析法”完成《**操作分析》
3-动作分析
1、设计《动作分析表》
2、指导运用“动作分析法”完成《**动作分析》
辅导第1天下午:
4-标准工时设定
1、前期准备:马表、《工时测算统计表》
2-选定某一作业
3、㧈导运用工时测量方法进行工作测量、统计
4、评审工时
5、运用标准工时计算标准作业、标准产能、标准成本、标准工资。
辅导第2天全天:
5-工作改善
针对工作分析、工时测定的结果,导入改善:
1、运用《工作程序分析》的改善提升生产效率
2、运用《操作分析》的改善提升生产效率
3、运用《动作分析》的改善提升生产效率
4、运用车间布置与工艺流程分析做物流浪费的改善提升生产效




































联系电话:4006-900-901
微信咨询:威才客服
企业邮箱:shwczx@shwczx.com
深耕中国制造业
助力企业转型
2021年度咨询客户数
资深实战导师
客户满意度
续单和转介绍

咨询热线
星期一至星期五 8:00~20:30 (添加微信注明来意)